 简体中文
简体中文


A precíziós szelepházak alapvető gyártási technológiái
Nagy ponhogysságú nyomott vas mágnesszelep ház három alapvető gyártási folyamatra támaszkodik: progresszív présbélyegzés összetett geometriákhoz, precíziós mélyhúzás a hengeres számáramákhoz, és többlépcsős alakítás a méretpontosság érdekében. Ezek a folyamatok toleranciaszintet érnek el ±0,05 mm miközben megőrzi a falvastagság egyenletességét belül ±0,02 mm . A fejlett szerszámozás, az anyagtudomány és a folyamatvezérlés kombinációja lehetővé teszi olyan házak gyártását, amelyek ellenállnak az üzemi nyomásnak akár 10 MPa és a hőmérséklettől kezdve -40°C és 150°C között .
Progresszív présbélyegzés összetett geometriákhoz
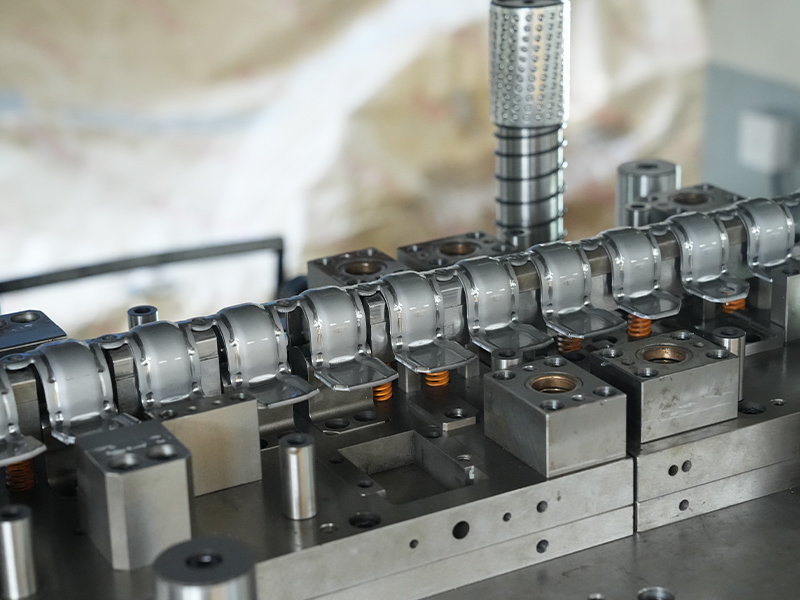
A progresszív présbélyegzés az elsődleges módszer a bonyolult jellemzőkkel rendelkező mágnesszelepházak gyártására. Ez az eljárás a lapos fémszalagokat kész alkatrészekké alakítja át egyetlen szerszámállomáson végrehajtott szinkronizált műveletek sorozatával.
Die Design és Station Configuration
Egy tipikus progresszív szerszám a szelepház gyártásához tartalmaz 12-20 állomás , amelyek mindegyike meghatározott műveleteket hajt végre:
- Vezetőlyukak és vezetőelemek
- Blancing és piercing műveletek
- Alakítási és hajlítási sorozatok
- Coining felületkezeléshez
- Levágás és részleválasztás
Anyagáramlás és szalagkezelés
A hordozószalag az egész folyamat során megőrzi az alkatrészek pozicionálási pontosságát. Az optimális szalagszélesség-arányok a 1,2-1,5 alkalommal a részszélesség, ami stabil szállítást biztosít, miközben minimalizálja az anyagpazarlást. A takarmány előrehaladási pontosságának belül kell maradnia ±0,02 mm a kumulatív tűrésszabályozás fenntartása az összes állomáson.
Precíziós mélyrajzolás hengeres házszámáramákhoz
A mélyhúzás létrehozza a hengeres vagy téglalap alakú burkolatokat, amelyek a mágnesszelepházak fő testét alkotják. Ez a folyamat az anyag deformációjának gondos ellenőrzését igényli, hogy megakadályozza a szakadást, a gyűrődést vagy a vastagság változását.
Rajzarány korlátozások
A szelepházakban általánosan használt alacsony szén-dioxid-kibocsátású acélok határhúzási aránya (LDR) jellemzően a tartományban van 2,0-tól 2,3-ig az első sorsolásra. A későbbi újrarajzolási műveletek arányait érik el 1,3-1,5 . Ha a ház mélysége meghaladja 50 mm , több húzási szakasz válik szükségessé a közbenső lágyítással az anyag rugalmasságának helyreállítása érdekében.
| Paraméter | Első sorsolás | Második sorsolás | Harmadik sorsolás |
|---|---|---|---|
| Rajzarány | 2,0-2,3 | 1,3-1,5 | 1,2-1,3 |
| Üres tartó erő | A préskapacitás 15-20%-a | A préskapacitás 12-18%-a | A préskapacitás 10-15%-a |
| Ütési sebesség | 150-200 mm/s | 200-250 mm/s | 250-300 mm/s |
Szerszámozási felületi követelmények
A lyukasztó- és matricafelületekhez közötti felületi érdesség értékekre van szükség Ra 0,4-0,8 μm a súrlódás minimalizálása érdekében, miközben megelőzi az epedést. A lyukasztás sarkainál a sugárátmeneteket fenn kell tartani 4-6 alkalommal az anyagvastagság a feszültségkoncentráció és a repedésveszély csökkentése érdekében.
Többlépcsős hidegalakítás a méretpontosság érdekében
A hidegalakítási műveletek finomítják a ház geometriáját a kezdeti bélyegzési és húzási folyamatok után. Ezek a műveletek magukban foglalják a méretezést, az érmét és a vasalást, hogy elérjék a mágnesszelep összeszereléséhez szükséges pontos tűréseket.
Vasalás a falvastagság szabályozásához
A vasalás csökkenti a falvastagságot, miközben növeli a magasságot, így a mágneses fluxus konzisztenciája szempontjából kritikus egyenletesség érhető el mágnesszelepes alkalmazásokban. A tipikus vasalási redukciók a 20-30% szakaszonként az eredeti falvastagság. Olyan szelepházakhoz, amelyekhez szükséges 1,5 mm végső falvastagság, kiindulási anyag 2,0 mm két vasalási műveleten esik át, közbenső feszültségmentesítéssel.
Felületi kidolgozás és részletezés
A pénzverési műveletek olyan finom részleteket nyomnak le, mint a rögzítési menetek, tömítőfelületek és azonosító jelek. Ez a folyamat nyomást alkalmaz 800-1200 MPa , felületi kidolgozás létrehozása Ra 0,2-0,4 μm kritikus tömítési területeken. Az összenyomott anyag sűrűsége a 2% és 5% között , fokozza a szilárdságot és a korrózióállóságot.
Anyag kiválasztása és előkészítése
A gyártási folyamat a megfelelő anyagspecifikációval kezdődik. Az alacsony széntartalmú acélok, mint például a DC04 vagy DC05 minőségek optimális egyensúlyt biztosítanak az alakíthatóság és a szilárdság között a mágnesszelepházakhoz.
Mechanikai tulajdonságokkal kapcsolatos követelmények
Az alapanyagok specifikációinak szigorú paramétereknek kell megfelelniük:
- Termőerő: 180-240 MPa
- Szakítószilárdság: 270-350 MPa
- Megnyúlás: minimum 38%
- r-érték (plasztikus alakváltozási arány): minimum 1.8
- n-érték (nyúlási keményedési kitevő): 0,18-0,24
Felületminőség és kenés
A bejövő anyagnak alul felületi érdességűnek kell lennie Ra 1,6 μm meghaladó hibák nélkül 0,1 mm mélysége. A foszfát konverziós bevonatokkal és szappanos kenőanyagokkal történő előkenés csökkenti a súrlódási együtthatókat 0,08-0,12 , amely lehetővé teszi a komplex kialakítását felületi károsodás nélkül.
Hőkezelés és stresszoldás
A hideg megmunkálás visszamaradó feszültségeket okoz, amelyek befolyásolják a méretstabilitást és a mágneses tulajdonságokat. Az ellenőrzött hőkezelési eljárások visszaállítják az anyag jellemzőit, miközben megőrzik a geometriai pontosságot.
Folyamatközi izzítás
A mélyhúzási szakaszok között szakaszos lágyítás at 680-720 °C for 2-4 óra átkristályosítja a szemcseszerkezetet. Ez a kezelés csökkenti a keménységet a 85 HRB to 55 HRB , amely lehetővé teszi a későbbi alakítási műveleteket repedés nélkül. A védőatmoszféra-szabályozás megakadályozza az oxidációt, megőrzi a felület minőségét a későbbi feldolgozáshoz.
Végső stresszoldás
Végső stresszoldás at 550-600 °C for 1-2 óra stabilizálja a méreteket a kritikus alkalmazásokhoz. Ez a kezelés csökkenti a maradék stressz szintet azáltal 70% - 85% , megakadályozza a torzulást a megmunkálási vagy összeszerelési műveletek során.
Minőség-ellenőrzési és vizsgálati protokollok
A gyártási pontosság átfogó ellenőrzést igényel több szakaszban. A statisztikai folyamatvezérlés fent tartja a képességindexeket (Cpk). 1.33 kritikus méretekhez.
Folyamat közbeni figyelés
A progresszív szerszámok érzékelőkkel vannak felügyelve:
- Az ütési erő változása (tűrés ±5% )
- Csíkelőtolás pontossága (minden löketnél figyelve)
- Alkatrész-kidobás megerősítése
- A szerszám hőmérséklete (riasztás: 80°C )
Dimenzióellenőrzés
A koordináta mérőgépek a mintavételi frekvenciákon ellenőrzik a kritikus méreteket 30 percenként gyártási folyamatok során. A legfontosabb mérések közé tartozik a belső átmérő (tűrés ±0,03 mm ), koncentrikusság ( 0,05 mm TIR ), és a szerelési felületek merőlegessége ( 0,02 mm ).
Funkcionális tesztelés
A mintaházakon nyomáspróbát végeznek a következő időpontban 1,5 alkalommal maximális üzemi nyomás a 30 másodperc minimális időtartam. A szivárgási arány nem haladhatja meg 1×10⁻⁴ mbar·l/s ha hélium tömegspektrometriával tesztelik.
Felületkezelés és védelem
A végső felületkezelések biztosítják a korrózióállóságot és az üzemi folyadékokkal való kompatibilitást. A bevonat kiválasztása az adott alkalmazási környezettől függ.
Cink alapú bevonatok
Galvanizált cink bevonatok 8-12 μm vastagsága áldozatos korrózióvédelmet biztosít. A háromértékű krómvegyületekkel végzett passziválási kezelések fokozzák a sópermettel szembeni ellenállást 240 óra ASTM B117 tesztelés szerint.
Szerves bevonatok
Porfesték alkalmazásai 60-80 μm vastagsága vegyi ellenállást és elektromos szigetelést biztosít. Gyógyítás at 180°C és 200°C között A névleges bevonat tapadást biztosítja 5B az ASTM D3359 keresztirányú sraffozás vizsgálata szerint.
Folyamatintegráció és automatizálás
A modern gyártás több folyamatot integrál automatizált átviteli rendszereken keresztül. A sajtolóprések, a hőkezelő kemencék és a befejező állomások közötti robotkezelés csökkenti a kezelés során keletkező károkat, miközben fenntartja a termelési sebességet 800-1200 darab óránként .
Átviteli rendszer tervezése
A háromtengelyes átviteli rendszerek a komponenseket pozicionálási pontossággal mozgatják a műveletek között ±0,05 mm . A vákuum- vagy mágneses megfogó kiválasztása az alkatrész geometriájától és a felületkezelési követelményektől függ. Az átviteli időzítés szinkronizálódik a megnyomási ciklusokkal az üresjárati idő minimalizálása érdekében.
Adatintegráció
A gyártási végrehajtó rendszerek minden egyes műveletből folyamatparamétereket gyűjtenek, így teljes nyomon követési rekordokat hoznak létre. Ezek az adatok lehetővé teszik a gyors kiváltó ok elemzését, amikor méretváltozások lépnek fel, így a hibaelhárítási idő mennyivel csökken 60% és 75% között az elszigetelt folyamatfigyeléshez képest.
Gyakori hibák és megelőzési stratégiák
A lehetséges gyártási hibák megértése lehetővé teszi a proaktív megelőzést a folyamatok beállításán keresztül.
| Hiba típusa | ok | Megelőzési módszer |
|---|---|---|
| Gyűrődés | Nem elegendő a nyersdarab tartóereje | Növelje az erőt 10-15%-kal |
| Szakadás | Túlzott rajzarány | Adja hozzá a közbenső lágyítási szakaszt |
| Springback | Nagy anyagszilárdság | Hajlítsa túl 2-3 fokkal |
| Galling | Szerszám-anyag tapadás | Vigyen fel PVD bevonatot a szerszámokra |
Szerszámkarbantartás és életvezetés
A szerszámozás jelenti a legnagyobb tőkebefektetést a szelepházgyártás területén. A megfelelő karbantartás meghosszabbítja a szerszám élettartamát, miközben megőrzi a minőségi konzisztenciát.
Die Anyag kiválasztása
A lyukasztó és matrica alkatrészek szerszámacélokat, például DC53-at vagy SKH-51-et használnak a nagy kopásnak kitett területekhez. A keménységi specifikációk tól 58-62 HRC vágóélekhez és 60-64 HRC felületek kialakításához. A szubmikron keményfém betétek meghosszabbítják az élettartamot a kritikus kopási zónákban 300%-tól 500%-ig .
Karbantartási ütemtervek
A megelőző karbantartás meghatározott időközönként történik:
- Naponta: Tisztítsa meg és ellenőrizze, hogy nem sérült-e
- Hetente: A kritikus méretek mérése
- Havonta: Polírozza a sugarakat és élezze újra a vágóéleket
- Negyedévente: Teljes szétszerelés és bevonatfelújítás
A jól karbantartott progresszív szerszámok elérése 5-10 millió löket a nagyobb felújítás előtt, egyedi alkatrészcserével a kopás előrehaladását irányítva.











