 简体中文
简体中文


A hardveres bélyegzőalkatrészek a modern gyártás középpontjában állnak. Az autó ajtaján belüli konzoltól az ipari relében található terminálig ezek a kis precíziós alkatrészek biztosítják az összetett szerelvények megbízható működését – gyakran anélkül, hogy a végfelhasználó észrevenné őket. Mint 2010 óta fémbélyegző alkatrészeket gyártó gyártó, szeretnénk világos, gyakorlatias képet adni arról, hogy valójában mik is a hardveres bélyegzőalkatrészek, hogyan készülnek, és mire kell figyelni a beszerzésükkor.
Mik azok a hardveres bélyegző alkatrészek?
A hardverbélyegző alkatrészek olyan fémalkatrészek, amelyeket fémlemez préselésével, lyukasztásával, hajlításával vagy mechanikus vagy hidraulikus présgépes szerszámon keresztül történő húzásával állítanak elő. Az eljárást fémbélyegzésnek vagy présalakításnak nevezik. Ellentétben a megmunkálással, amely eltávolítja az anyagot a forma létrehozásához, a bélyegzés formázási folyamat – az anyagot anélkül alakítják át, hogy levágnák, ami drámaian csökkenti a hulladékot és a méretarányos költségeket.
A „hardverbélyegző alkatrészek” kifejezés az alkatrészek rendkívül széles körét takarja. Egy rövid reprezentatív lista a következőket tartalmazza:
- Tartók, kapcsok és szerelőlemezek, amelyeket gépjármű-karosszéria-összeállításokban használnak
- Elektromos kivezetések, csatlakozók és árnyékoló burkolatok a fogyasztói elektronikában
- Sebészeti műszerházak és implantátumokkal szomszédos alkatrészek orvosi eszközökben
- Házak, hűtőbordák és szerkezeti keretek ipari gépekben
- Zsanérok, kötőelemek, rugók és alátétek vas- és építőipari termékekben
Amiben ezek az összetevők közösek, az a szűk méretkonzisztencia, a felületi integritás, valamint a nagy mennyiségben, megismételhető minőségi szinten történő gyárthatóság követelménye.
Az alapvető bélyegzési folyamatok magyarázata
Az alapvető műveletek megértése segít abban, hogy hatékonyabban kommunikáljon beszállítójával, és pontosabban értékelje ki az árajánlatokat. A legtöbb hardverbélyegző alkatrészt a következő műveletek közül egy vagy több segítségével állítják elő:
Üres és lyukasztás
A lyukasztás a fémlemezt a szerszámon keresztül kényszeríti, hogy elválassza a lapos formát (kivágás), vagy lyukat hozzon létre (lyukasztás). Ezek általában az első műveletek egy többlépcsős folyamatban. A méretpontosság itt határozza meg, hogy minden lefelé irányuló művelet a tűréshatáron belül marad-e.
Hajlítás és alakítás
A hajlítás egy egyenes tengely mentén fejti ki az erőt, hogy szögleteket hozzon létre. Az alakítás tágabb kifejezés minden olyan műveletre, amely a lap kontúrját az anyag eltávolítása nélkül változtatja meg – ideértve a dombornyomást, a kidolgozást és a hullámosítást. Springback (a fém hajlama arra, hogy alakítás után részben visszanyerje eredeti alakját) a mérethibák egyik leggyakoribb forrása; a tapasztalt szerszámkészítők ezt a kezdetektől figyelembe veszik a szerszámtervezésben.
Mély rajz
A mélyrajzolás a lapos nyersdarabot a szerszámüregbe húzza, hogy üreges, háromdimenziós formát hozzon létre – a csészék, dobozok, burkolatok és házak tipikus kimenetek. A mélység-átmérő arány (az úgynevezett húzási arány) határozza meg, hogy egy alkatrész egyetlen húzással alakítható-e ki, vagy több redukciós lépést igényel. A legtöbb anyag szakaszonként nagyjából 1,5-2,0 húzási arányt tesz lehetővé repedés nélkül.
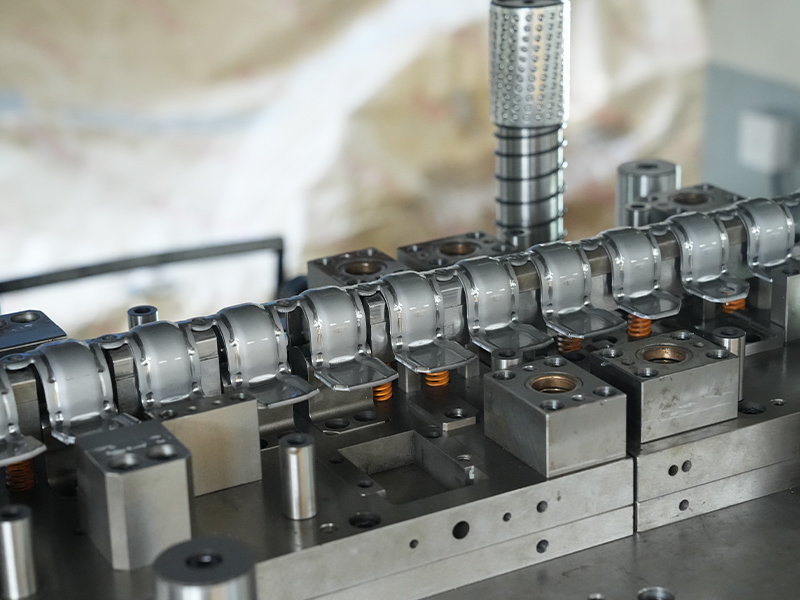
Progresszív présbélyegzés
A progresszív matrica-szerszámozás több műveletet – kivágást, lyukasztást, hajlítást, formázást – hajt végre az egymást követő állomásokon egyetlen szerszámkészleten belül. Egy fémtekercs automatikusan áthúzódik, egy lépéssel előrenyomva. A progresszív matricák a standard választás a nagy volumenű hardverbélyegző alkatrészekhez mert több műveletet egyesítenek egyetlen ciklusban, csökkentve a kezelési időt és a darabonkénti költséget. Gyakori a 100-400 ütés/perc ciklussebesség.
Transfer Die Stamping
Ha egy alkatrész túl nagy vagy összetett ahhoz, hogy a folyamat során egy hordozószalaghoz csatlakozva maradjon, akkor korán leválasztják és mechanikusan áthelyezik az állomások között. Az átviteli szerszámokat előnyben részesítik a nagyobb szerkezeti részek, például az autókarosszéria-panelek esetében, ahol a nyersdarabokat át kell helyezni vagy át kell fordítani a műveletek között.
Anyagválasztás: Fém illesztése az alkalmazáshoz
Az anyagválasztás az egyik legkövetkezményesebb döntés egy bélyegzési projektben. A nem megfelelő anyag szerszámkopást, rossz alakíthatóságot, nem megfelelő mechanikai tulajdonságokat vagy szükségtelen költségeket jelenthet. Az alábbiakban a hardveres bélyegzőalkatrészekben leggyakrabban használt anyagok gyakorlati összehasonlítása látható:
| Anyag | Kulcstulajdonságok | Tipikus alkalmazások | Megfontolások |
|---|---|---|---|
| Szénacél (SPCC / DC01) | Nagy szilárdság, alacsony költség, jó alakíthatóság | Szerkezeti konzolok, gépvázak, burkolatok | Bevonatot vagy bevonatot igényel a korrózióállóság érdekében |
| Rozsdamentes acél (304/316) | Kiváló korrózióállóság, nagy keménység munkaedzés után | Orvosi eszközök, élelmiszer-felszerelések, tengeri hardver | Magasabb szerszámkopás; a visszaugrást gondosan kompenzálni kell |
| Alumínium (1xxx / 5xxx / 6xxx) | Könnyű, korrózióálló, jó hővezető képességgel | Autóipari könnyűsúlyok, elektronikai hűtőbordák, repülőgépipar | Alacsonyabb szilárdság, mint az acél; Az ötvözet kiválasztása kritikus |
| Réz / rézötvözetek | Kiváló elektromos és hővezető képesség, képlékeny | Elektromos kapcsok, csatlakozók, gyűjtősínek | Magasabb anyagköltség; oxidációkezelés szükséges a tárolás során |
| Cink / cinkötvözetek | Jó alakíthatóság, természetes korróziógátló, alacsony költség | Dekoratív vasalatok, autókárpitok, fogyasztási cikkek | Alacsonyabb mechanikai szilárdság, mint az acél; teherhordó alkatrészekhez nem alkalmas |
A Dingjia-nál a vas- és színesfém anyagok teljes választékával dolgozunk. A miénk hardverbélyegző alkatrészek termékválasztéka kiterjed a rozsdamentes acél, szénacél, alumínium, réz, rézalapú bevonatos és cinkötvözet sajtolásra – így az ügyfelek egy forrásból választhatnak, függetlenül az anyagigényüktől.
Tűrések és méretszabványok, amelyeket ismernie kell
A tűréskövetelmények közvetlen hatással vannak a szerszámköltségre, a ciklusidőre és a selejt arányára. Mielőtt árajánlatot kér, érdemes megérteni, hogy mi az, ami elérhető, és mik az árajánlatok.
- Szabványos kereskedelmi tűréshatárok sajtolt fémlemez alkatrészek esetében jellemzően ±0,1 mm és ±0,3 mm közötti lineáris méretek, az anyagvastagságtól és a jellemzők összetettségétől függően.
- Precíziós progresszív présbélyegzés ±0,02 mm-től ±0,05 mm-ig tart a lyukasztott lyukakon és a letakart éleken, megfelelő szerszámhézag kezeléssel és rendszeres karbantartással.
- A hajlítási szögtűréseket általában betartják ±1° normál körülmények között és ±0,5° precíziós alkalmazásokhoz.
- A síkossági és merőlegességi követelményeket, különösen az automatizált összeszerelésben használt alkatrészek esetében, egyértelműen fel kell tüntetni a rajzon, nem pedig feltételezni.
Az alkalmazásnak ténylegesen szükségesnél szigorúbb tűréshatárok megadása az egyik leggyakoribb módszer, amellyel a vásárlók akaratlanul is növelik az alkatrészköltségeket. Ha a tervezőcsapat bizonytalan, a DFM (Design for Manufacturability) felülvizsgálata a beszállítóval a szerszámok lemondása előtt megelőzheti a későbbi költséges módosításokat.
Hardveres bélyegzőalkatrészek felületkezelési lehetőségei
A nyers sajtolt fémfelületek ritkán jelentik a hardver alkatrész végső állapotát. A felületkezelés három fő célt szolgál: a korrózióvédelmet, az esztétikai javítást és a funkcionális módosítást (például a keménység növelését vagy az elektromos érintkezés javítását). A leggyakoribb befejezési lehetőségek a következők:
- Galvanizálás – Vékony fémréteget (cink, nikkel, króm, ón, arany) visz fel az alkatrész felületére a korrózióvédelem és a megjelenés érdekében. A vastagság jellemzően 5-25 µm.
- Porbevonat – Polimer por elektrosztatikus felhordása, majd kemencében térhálósítás. Tartós, egyenletes bevonatot biztosít 60-100 µm vastagságig. Szénacél szerkezeti részeken gyakori.
- Eloxálás – Az alumíniumra jellemző elektrokémiai eljárás, amely sűrű, integrált oxidréteget növeszt. A II. típusú eloxálás 5–25 µm-t ad; A III-as típus (kemény eloxálás) 25-150 µm-t ad lényegesen nagyobb keménységgel.
- Passziválás – Vegyi kezelés rozsdamentes acélhoz, amely eltávolítja a szabad vasat a felületről, maximalizálva az anyag korrózióállóságát. Általánosan meghatározott orvosi és élelmiszeripari alkatrészekhez.
- Foszfátozó festék – Gyakori kétlépcsős eljárás az acél autóalkatrészek esetében: a vas- vagy cink-foszfát konverziós bevonat adhéziót és korrózióállóságot biztosít a későbbi festés alapjaként.
- Polírozás / Sorjázás – A vibrációs vagy hengeres felületkezelés eltávolítja a sorját és az éles széleket a lyukasztott felületekről – ez elengedhetetlen a kézzel, kábelekkel vagy tömítőelemekkel érintkező alkatrészeknél.
A megfelelő kivitelezés a működési környezettől, a szabályozási követelményektől (az elektronikai alkatrészeknél gyakran előírják az RoHS-megfelelőséget) és az összeszerelési folyamattól függ. Korán tájékoztassa beszállítóját a végfelhasználási feltételekről – ez ugyanúgy befolyásolja az anyagválasztást, mint a befejezést.
Kulcsfontosságú iparágak és mit keresnek a bélyegzett alkatrészektől
A hardverbélyegző alkatrészek nem általános áruk. Minden iparág meghatározott műszaki és szabályozási követelményeket támaszt, amelyeket a gyártónak meg kell értenie, mielőtt az első szerszámot levágják.
Autóipar
Autóipar stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 a minőségbiztosítási rendszer tanúsítása gyakorlatilag kötelező a Tier 1 és Tier 2 gépjárműipari beszállítók számára. Az anyagok nyomon követhetősége, a PPAP (Production Part Approval Process) dokumentáció és a funkcionális tartósság tesztelése alapkövetelmény. A miénk autóipari acél sajtoló alkatrészek IATF 16949 tanúsítvánnyal rendelkező minőségellenőrzés alatt készülnek.
Elektronika és Elektromos
Az elektronikában a kivezetések, csatlakozók, pajzsok és érintkezőrugók állandó érintkezőerőt, pontos geometriát és megbízható bevonattapadást igényelnek. Réz és rézötvözet sajtolóalkatrészek elektromos vezetőképességük miatt uralják ezt a szegmenst. A réz feletti ónozás vagy aranyozás a korróziómentes illeszkedő felületek szabványa. A ±0,01–0,05 mm-es mikrobélyegzési tűrések gyakoriak a csatlakozóalkalmazásokban.
Orvosi berendezések
Az orvosi bélyegző alkatrészek biokompatibilitást, ismételt sterilizálási ciklusokkal szembeni ellenállást és az anyagtételek teljes nyomon követhetőségét követelik meg. 316 literes rozsdamentes acél ez a leggyakrabban meghatározott anyag a kiváló korrózióállósága miatt sós és vegyi környezetben. Az ISO 13485 minőségirányítási tanúsítvány az alapelvárás az orvosi OEM-ekkel szemben.
Ipari gépek
Az ipari berendezésekben a szerkezeti konzolok, a házpanelek és a mechanizmuselemek a teherbíró képességet és a méretstabilitást helyezik előtérbe a hosszú élettartammal szemben. A nagy szilárdságú szénacél és a szerkezeti alumíniumötvözetek tipikus választások. Sok esetben a hegesztési vagy szegecselési műveletek sajtolást követnek, így a nyersdarabok egyenletes méretei és élminősége közvetlenül befolyásolja a későbbi csatlakozás minőségét.
Szerszámozás: A beruházás, amely meghatározza a hosszú távú alkatrészköltséget
A szerszám (vagy szerszám) az elsődleges tőkebefektetés a bélyegzési projektben, és a szerszámgazdaságtan megértése segít jobb beszerzési döntések meghozatalában.
Egy egyszerű, egyműveletes szerszám egy kis konzolhoz 3000–8000 dollárba kerülhet. Az összetett csatlakozóelemek többállomásos progresszív szerszáma elérheti az 50 000–150 000 dollárt vagy még többet is, az állomások számától, az anyagoktól és a szükséges tűrésektől függően. Ez az előzetes költség azonban a gyártás során amortizálódik. 50 000–100 000 alkatrész feletti mennyiségnél a sajtolás általában a legalacsonyabb darabonkénti költséget biztosítja bármely fémalakítási eljárás során.
A legfontosabb kérdések, amelyeket fel kell tenni szállítójának a szerszámokkal kapcsolatban:
- Mennyi a szerszám névleges élettartama (a löketek száma a nagyobb karbantartás szükségessége előtt)?
- Kié a szerszám, és mi történik vele, ha szállítót vált?
- Mi a szerszám karbantartási ütemterve, és ki viseli a rutin élezés költségeit?
- Módosítható-e ugyanaz a szerszámkészlet, ha kissé megváltozik a kialakítás, vagy új szerszámra van szükség?
A házon belüli formatervezési és -karbantartási képességekkel rendelkező beszállítók – ahelyett, hogy kiszerveznék a szerszámokat – általában gyorsabb átfutási időt kínálnak az első mintáknál, és jobban ellenőrizhetik a szerszámok minőségét és élettartamát.
Minőségellenőrzés a hardveres bélyegzésben: Hogyan néz ki egy szigorú folyamat
A méretpontosság önmagában nem határozza meg az alkatrész minőségét. A bélyegzett hardveralkatrészek robusztus minőségellenőrzési rendszere lefedi a teljes gyártási folyamatot:
- Beérkező anyagok ellenőrzése – Anyagtanúsítványok ellenőrzése, valamint a mechanikai tulajdonságok és vastagság mintavétele a tekercsek gyártása előtt.
- Első cikkvizsgálat (FAI) – Az első gyártási minta teljes méretellenőrzése a mérnöki rajz alapján a tömeggyártás megkezdése előtt.
- Folyamat közbeni SPC (statisztikai folyamatvezérlés) – Az alkatrészek meghatározott időközönkénti mintavétele a gyártás során, és a kritikus méretek nyomon követése a vezérlőtáblákon, hogy elkapják a sodródást, mielőtt az hibás alkatrészeket gyártana.
- Koordináta mérőgép (CMM) ellenőrzése – A szűk tűrésű jellemzők érdekében a CMM mérés kiküszöböli a kezelő szubjektivitását, és dokumentált méretjelentéseket ad.
- Felületi és szemrevételezéses vizsgálat – Sorja, repedések, karcolások, bevonathibák és egyéb felületi rendellenességek ellenőrzése meghatározott fényviszonyok mellett.
- Kimenő minőség-ellenőrzés (OQC) – Utolsó AQL-alapú mintavételi ellenőrzés a szállítás előtt, az ellenőrzési jelentésekkel az ügyfél rendelkezésére bocsátva.
tartunk IATF 16949 tanúsítvány valamint Zeiss koordináta mérőműszerekkel és félautomata CMM-ekkel felszerelt minőségi laboratóriumot üzemeltet. A szabályozott iparágakban működő ügyfelek számára minden szállítmányhoz teljes körű ellenőrzési jegyzőkönyvet és anyagkövetési dokumentációt tudunk biztosítani.
Hardverbélyegzőalkatrész-szállító értékelése
A megfelelő gyártó kiválasztása ugyanolyan fontos, mint a megfelelő tervezés. Íme egy gyakorlati értékelési keret, amely azokon a kritériumokon alapul, amelyek ténylegesen befolyásolják a hosszú távú ellátási megbízhatóságot:
| Kritérium | Mit kell keresni | Vörös zászlók |
|---|---|---|
| Szerszámozási képesség | Házon belüli formatervező és karbantartó csapat | Minden szerszámot kihelyeztünk; korlátozott DFM támogatás |
| Nyomja meg a Berendezés gombot | űrtartalom tartomány (lefedi az alkatrész vastagságát); modern CNC vezérlésű prések | Csak egy vagy két présméret; elöregedő berendezések karbantartási nyilvántartás nélkül |
| Minőségtanúsítás | IATF 16949 (autóipari), ISO 9001, ISO 13485 (orvosi) | Nincs tanúsítvány, vagy nem újítottak meg nemrégiben |
| Ellenőrző berendezések | CMM, optikai komparátorok, keménységmérők a helyszínen | Csak a precíziós jellemzők esetében hagyatkozzon kézi mérőeszközökre |
| Anyag Breadth | Házon belül kezeli a vas- és nemvastartalmú anyagokat | Csak egy anyagcsaládra specializálódott; nem tudja támogatni a jövőbeli tervezési változtatásokat |
| Kommunikáció | Válasz a technikai kérdésekre; proaktív a DFM-visszajelzésekkel kapcsolatban | Lassan reagál; elkerüli a méretgaranciák vállalását |
Üdvözöljük a gyári auditokat, és szívesen végigvezetjük leendő vásárlóinkat gyártási folyamatunkon, szerszámtermünkön és minőségi laboratóriumunkon. Az átláthatóság a minősítési szakaszban a legjobb módja egy olyan hosszú távú ellátási kapcsolat kialakításának, amely mindkét fél számára előnyös.
Hozza ki a legtöbbet bélyegzési projektjéből: gyakorlati tippek
Miután több mint 15 éve dolgoztunk az autóipari, elektronikai és orvosi iparágakban vásárlókkal, a következő gyakorlatok vezetnek folyamatosan jobb eredményekhez:
- Ossza meg éves mennyiségi előrejelzését korán. Még egy hozzávetőleges szám (pl. 200 000 darab/év) is meghatározza, hogy a progresszív szerszámozás, az átviteli szerszámozás vagy az összetett szerszámozás gazdaságos-e, és közvetlenül befolyásolja azt a szerszámberuházást, amelyre felkérnek.
- Csak azokat a tűréseket adja meg, amelyeket ténylegesen ellenőrizni fog. Ha a beérkező ellenőrzés nem ellenőrzi a méretet, akkor nincs értelme a beszállítóját ±0,02 mm-re ragaszkodni rajta – csak fizet egy szigorúbb folyamatért, haszon nélkül.
- A szerszámok jóváhagyása előtt kérjen DFM felülvizsgálatot. Kis változtatások – egy éles belső sarok sugár hozzáadása, a lyukak és a szélek közötti távolság beállítása vagy a hajlítási tehermentesítés megváltoztatása – jelentősen csökkenthetik a szerszámkopást és javíthatják az alkatrészek konzisztenciáját anélkül, hogy tervezési hátrányt okozna.
- Konszolidálja a bélyegző beszállítóit, ahol ez praktikus. A széles anyagi kapacitással rendelkező gyártók használata kevesebb minősítési folyamatot, kevesebb kezelendő szerszámstílust és nagyobb igénybevételt jelent az elsőbbségi ütemezéshez a nagy igényű időszakokban.
- Tervezze meg felületkezelését a szerszámok vágása előtt. Egyes befejező eljárások (pl. erős horganyzás) olyan méretnövekedést eredményeznek, amelyet kezdettől fogva figyelembe kell venni az alkatrész geometriájában, nem pedig utólagosan be kell szerelni.
Miért érdemes egy speciális hardverbélyegző gyártóval dolgozni
A hardveres bélyegzés kívülről megtévesztően egyszerűnek tűnik – a prés lejön, a forma kijön. A gyakorlatban a jó minőségű sajtolási művelet precíz szerszámtervezést, anyagtudományi ismereteket, folyamatszabályozási fegyelmet és gyors reagálást jelent a szerszámkopásra. A közepes beszállító és a rátermett beszállító közötti különbség megmutatkozik a selejt arányában, a szerelősor-ellenőrzésekben és a garanciális igényekben – nem csak a darabonkénti árban.
A Changzhou Dingjia Metal Technology Co., Ltd. 2010 óta gyárt precíziós hardverbélyegző alkatrészeket, egy 6900 m² alapterületű létesítmény a Changzhou állambeli Wujin kerületben 56 tapasztalt technikusból és 24 lyukasztógépből álló csapattal 500 tonna havi bélyegzési kapacitás . Gyártásunk vas- és színesfém anyagokat egyaránt lefed, alkatrészeink pedig világszerte szolgálják ki az autóipari, elektronikai és orvosi gépipari ágazatok vásárlóit.
Ha hardveres bélyegzési alkatrészeket vásárol, és olyan gyártót szeretne, amely megfelelő szerszámozási mélységgel, minőségi infrastruktúrával és anyagválasztékkal támogatja terméke teljes életciklusát, kérjük, tekintse meg hardveres bélyegző alkatrészek teljes választéka vagy lépjen kapcsolatba velünk közvetlenül a projekt követelményeinek megbeszéléséhez.











