 简体中文
简体中文


Fémbélyegzés az a hidegalakítási eljárás, amely sajtolószerszámokat és préseket használ a lapos fémlemez meghatározott formákká alakítására . Ez a gyártási technika nagy tonnás erőt alkalmaz mechanikus vagy hidraulikus préseken keresztül fém vágására, hajlítására, átszúrására vagy alakítására hő hozzáadása nélkül, így ez az egyik leghatékonyabb módszer a fémalkatrészek tömeggyártására az autóiparban, az elektronikában, a repülőgépiparban és a készülékiparban.
Az eljárás úgy működik, hogy fém nyersdarabokat vagy tekercseket helyeznek a lyukasztó és a szerszámkészlet közé, ahol a prés több ezer font nyomást fejt ki, hogy az anyagot a kívánt konfigurációra deformálja. A modern bélyegzési műveletek akár ±0,001 hüvelyk tűréshatárokat is elérhetnek, és a gyártási sebesség meghaladja az 1000 alkatrészt óránként, az alkatrész összetettségétől függően.
Fémbélyegző berendezések alapvető alkotóelemei
A sajtolási folyamat megértéséhez ismerni kell annak alapvető gépezetét és szerszámelemeit, amelyek együtt dolgoznak a fém precíz formázásában.
Sajtógépek
A présgép biztosítja a fém deformációjához szükséges erőt. A mechanikus prések lendkerék energiáját használják, és 20 és 6000 tonna közötti erővel rendelkeznek , míg a hidraulikus prések szabályozottabb nyomáselosztást kínálnak, ideálisak a mélyhúzási műveletekhez. A nagy sebességű progresszív prések akár 1500 ütés/perc sebességet is képesek végrehajtani egyszerű alkatrészek esetén.
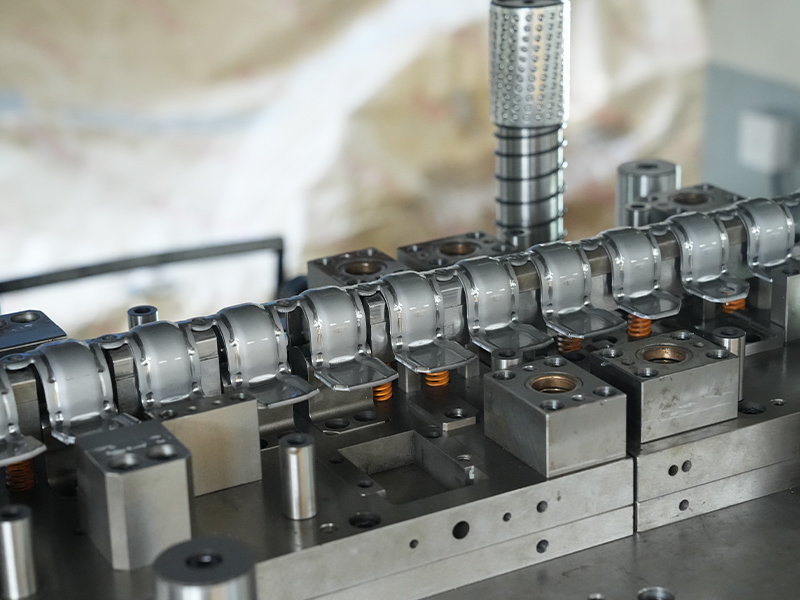
Formák és szerszámok
A matricák két fő részből állnak: a lyukasztóból (felső szerszám) és a matricából (alsó szerszám). Az ezen alkatrészek közötti hézag általában az anyagvastagság 5%-a és 20%-a között van. A szerszámozási költségek től függően változhatnak 2000 dollár az egyszerű kiürítő matricákért, több mint 500 000 dollár az összetett progresszív matricákért 20 állomással, de ez a beruházás több millió alkatrészre amortizálódik.
Anyag adagoló rendszerek
A tekercsadagoló rendszerek pontos időközönként automatikusan továbbítják a fémlemezt a présen. A szervo adagolók ±0,025 mm-en belüli pozicionálási pontosságot biztosítanak, ami kulcsfontosságú a többállomásos progresszív szerszámok beállításának fenntartásához.
Elsődleges fémbélyegzési műveletek
A fémbélyegzés több különálló műveletet foglal magában, amelyek mindegyike speciális formázási követelményekhez készült. A gyártók gyakran több műveletet kombinálnak egyetlen préselési ciklusban.
| Művelet típusa | Leírás | Tipikus alkalmazások | Anyaghulladék |
|---|---|---|---|
| Kiürítés | Alkatrész körvonalat vág fémlemezből | Alátétek, tömítések, konzolok | 10-40% |
| Piercing | Lyukakat üt a fémbe | Elektromos burkolatok, panelek | 5-15% |
| Hajlítás | Szögeket alkot egyenesek mentén | Tartók, alváz alkatrészek | 0-5% |
| Rajzolás | A fémet az üregekbe húzza, hogy mélységet képezzen | Kannák, mosogatók, autóipari panelek | 5-20% |
| Coining | Összenyomja a fémet a részletek létrehozásához | Érmék, ékszerek, precíziós alkatrészek | 0-3% |
Progresszív présbélyegzés
Ez a fejlett módszer a fémcsíkokat több állomáson keresztül vezeti át egyetlen szerszámban, és mindegyik állomás különböző műveleteket hajt végre. Egy tipikus autóipari csatlakozó 15-25 állomáson haladhat át , befejezi a kivágást, átszúrást, formázást és hajlítást egy folyamatos sorozatban. Ezzel a megközelítéssel 200-1500 alkatrész/perc gyártási sebesség érhető el kis alkatrészeknél.
Transfer Die Stamping
Nagyobb alkatrészek esetén a transzferrendszerek mechanikusan mozgatják a nyersdarabokat a különálló présállomások között. Ez a módszer legfeljebb 2 méter átmérőjű alkatrészeket kezel, és általános az autóipari karosszériaelemek gyártásában, ahol egyetlen ajtólap 4-6 különálló alakítási műveletet igényelhet.
Bélyegzésre alkalmas anyagok
Az anyagválasztás közvetlenül befolyásolja a szerszám élettartamát, az alkatrész minőségét és a gyártási költségeket. A sajtolási eljárás különféle fémeket alkalmaz, amelyek mindegyike sajátos alakíthatósági jellemzőkkel rendelkezik.
- Alacsony széntartalmú acél: A legelterjedtebb sajtolóanyag, amely kiváló alakíthatóságot és hegeszthetőséget kínál 0,5-3,0 mm vastagságnál, kilogrammonként körülbelül 0,80-1,20 dollárba kerül.
- Rozsdamentes acél: A 304-es és 316-os fokozatok korrózióállóságot biztosítanak, de a nagyobb szakítószilárdság miatt 25-40%-kal több tonna szükséges, mint a szénacél
- Alumíniumötvözetek: A 3003 és 5052 ötvözetek népszerűek a könnyű alkalmazásokban, amelyek az acélhoz képest 60%-kal csökkentik az alkatrész tömegét, miközben megőrzik a szerkezeti integritást
- Réz és sárgaréz: Vezetőképessége miatt kiváló elektromos alkatrészekhez, jellemzően 0,3-2,0 mm vastagságra préselve speciális kenéssel
- Nagy szilárdságú acél: Az 1000 MPa-t meghaladó szakítószilárdságú fejlett nagyszilárdságú acél (AHSS) könnyebb autószerkezeteket tesz lehetővé, de 30-50%-kal felgyorsítja a szerszámkopást
Az anyagvastagság általában a vékony elektronikai alkatrészek 0,1 mm-től a nagy teherbírású szerkezeti alkatrészek 6 mm-ig terjed. A vastagabb anyagok exponenciálisan nagyobb préselési mennyiséget igényelnek – a vastagság megkétszerezése 4-8-szor nagyobb erőt igényelhet az anyag tulajdonságaitól függően.
Lépésről lépésre bélyegzési folyamat munkafolyamata
Egy tipikus fémbélyegzési projekt strukturált sorrendet követ a tervezéstől a kész alkatrészekig, minőségellenőrző pontokkal minden szakaszban.
- Tervezés és tervezés: A CAD-modelleket a bélyegzhetőség szempontjából elemzik, beleértve a húzási arányokat, a hajlítási sugarakat és az anyagáramlást. A DFM (Design for Manufacturing) áttekintés a szerszámberuházás előtt azonosítja a lehetséges problémákat
- Szerszám tervezés és gyártás: A szerszám tervezése bonyolultságtól függően 2-8 hetet vesz igénybe, ezt követi 4-16 hét a szerszámacél alkatrészek precíziós megmunkálásához és hőkezeléséhez
- Anyag előkészítés: A tekercseket a kívánt szélességre (± 0,5 mm tűréshatárra) hasítják, és az éleket sorjázzák, hogy megakadályozzák az adagolás közbeni karcolódást
- Die beállítás és próba: A kezdeti futtatások ellenőrzik az alkatrész méreteit, a felület minőségét és a folyamat paramétereit. A beállítások optimalizálják a mennyiséget, az adagolási hosszt és az időzítést
- Gyártási bélyegzés: Automatizált gyártási folyamatok soron belüli érzékelőkkel, a kritikusságtól függően 50-500 ciklusonként figyelik az alkatrészek méretét
- Másodlagos műveletek: Sorjázás, mosás és hőkezelés előkészíti az alkatrészeket az összeszereléshez. Egyes összetevők szükségesek további műveletek, például menetfúrás, hegesztés vagy bevonat
- Minőségellenőrzés: A CMM (Coordinate Measuring Machine) ellenőrzése, szemrevételezése és funkcionális tesztelése biztosítja, hogy az alkatrészek megfeleljenek a specifikációknak, amelyek Cpk értéke általában 1,67 felett van
A fémbélyegzés előnyei és korlátai
A fémbélyegzés határozott előnyökkel jár a nagy volumenű gyártásnál, de sajátos korlátokat is jelent, amelyek befolyásolják a folyamatválasztást.
Főbb előnyök
- Magas gyártási sebesség: Az egyszerű alkatrészek 1 másodperc alatti ciklusidőt tesznek lehetővé, így egyetlen préssorról több mint 50 millió darab éves mennyiséget tesznek lehetővé
- Alacsony alkatrészenkénti költség: Ha a szerszámok amortizációja meghaladja a 100 000 egységet, az alkatrészköltség a mérettől és összetettségtől függően 0,05–2,00 USD-ra csökkenhet
- Kiváló ismételhetőség: Az automatizált bélyegzés ±0,05 mm-es méretkonzisztenciát tart fenn több millió alkatrészen
- Anyaghatékonyság: Az egymásba ágyazási optimalizáló szoftver úgy rendezi el az alkatrészeket, hogy elérje a 70-90%-os anyagfelhasználást, és a hulladékot újrahasznosítsák a malmokba
- Fokozott mechanikai tulajdonságok: A sajtolás közbeni hidegmegmunkálás a munkaedzéssel 20-30%-kal növeli az anyag szilárdságát
Elsődleges korlátozások
- Magas kezdeti szerszámberuházás: Az összetett progresszív szerszámok 100 000-500 000 dollárba kerülhetnek, és a gazdasági életképességhez 50 000 egység gyártási mennyiségre van szükség
- Tervezési korlátok: A repedések elkerülése érdekében a minimális hajlítási sugarak az anyagvastagság 1-2-szeresének kell lenniük; falvastagság jellemzően állandó marad az egész alkatrészen
- Korlátozott geometriai összetettség: A mélyhúzás 0,75:1 mélység/átmérő arányra korlátozódik az egyszeri műveleteknél; összetett 3D alakzatokhoz több préselési lépésre is szükség lehet
- Anyaga rugós: Az alakítás utáni rugalmas helyreállításhoz 2-15 fokos túlhajlítás szükséges az anyag tulajdonságaitól függően, ami bonyolultabbá teszi a szerszámtervezést
Ipari alkalmazások és valós példák
A fémbélyegzés sokoldalúsága nélkülözhetetlenné teszi a különféle gyártási ágazatokban, az egyes iparágak követelményeihez optimalizált speciális folyamatokkal.
Gépjárműgyártás
Több mint 500 bélyegzett alkatrész alkot egy tipikus járművet , a szerkezeti karosszériaelemektől a kis konzolokig. Egyetlen autóajtó külső paneléhez 400-800 tonnás prés és 4-6 alakítási fokozat szükséges. Az ipar a világ összes bélyegzett fémalkatrészének körülbelül 60%-át fogyasztja, az autóipari bélyegzési piac értéke 2024-ben 95 milliárd dollár.
Elektronika és készülékek
A precíziós bélyegzés ±0,025 mm-es tűréssel hoz létre csatlakozókapcsokat, hűtőbordákat és árnyékoló alkatrészeket. Egy okostelefon 30-50 fémbélyegzett alkatrészt tartalmazhat, beleértve a SIM-tálcákat, a kameraelőlapokat és a belső árnyékolást. A nagy sebességű progresszív matricák 600-1200 ütés/perc sebességgel működnek kis elektronikai alkatrészekhez.
Repülési ipar
A repülőgép szerkezeti elemei sajtolást alkalmaznak a tartókonzolokhoz, kapcsokhoz és az alumínium- és titánötvözetekből készült panelerősítésekhez. A repülési bélyegzés szigorú dokumentációt igényel teljes nyomon követhetőség szükséges minden alkatrészhez, beleértve az anyagtanúsítványokat és a folyamatparamétereket . Az első cikkvizsgálat 100 méretellenőrzést foglalhat magában.
Orvosi eszközök
A sebészeti műszerek, implantátum-alkatrészek és készülékházak rozsdamentes acélból és titánból készültek. Az orvosi bélyegzés ISO 13485 tanúsítvánnyal rendelkező létesítményekben működik, validált folyamatokkal és 100%-os ellenőrzéssel a kritikus méretek tekintetében. A millió rész (PPM) hibaaránya általában 100 alatt marad.
Költségtényezők és gazdasági megfontolások
A bélyegzési gazdaságosság megértése segít a gyártóknak eldönteni, hogy ez az eljárás mikor kínálja a legjobb értéket az olyan alternatívákhoz képest, mint a lézeres vágás, megmunkálás vagy öntés.
Szerszámberuházás bontása
A szerszámköltségek drámaian változnak a bonyolultságtól és a gyártási követelményektől függően:
- Egyszerű kiürítő szerszám (egy üreg): 2000-8000 dollár
- Összetett szerszám (több művelet, egyetlen állomás): 15 000-50 000 USD
- Progresszív kocka (8-12 állomás): 80 000-200 000 dollár
- Komplex progresszív szerszám (20 állomás): 250 000-500 000 dollár
Megtérülési elemzés
Egy közepesen összetett rész esetében a bélyegzés jellemzően költséghatékonyabbá válik a fenti gyártási mennyiségeknél 10 000-50 000 egység . Egy 100 000 dolláros szerszám, amely 5 millió alkatrészt gyárt élettartama során, alkatrészenként csak 0,02 dollárral jár hozzá, míg az anyag- és préselési idő alkatrészenként 0,50–2,00 dollárt jelenthet. Az olyan versengő eljárások, mint a lézervágás, alacsonyabb beállítási költségeket, de magasabb, 3-8 dolláros alkatrészköltséget kínálnak hasonló alkatrészek esetében.
A szerszám élettartama és karbantartása
A megfelelően karbantartott bélyegzőszerszámok általában 500 000-5 millió alkatrészt gyártanak, mielőtt élezést vagy felújítást igényelnének. A koptató anyagokhoz, például a rozsdamentes acélhoz használt matricákat 100 000-300 000 ütésenként élesíteni kell. A megelőző karbantartási költségek évente az eredeti szerszámköltség 5-10%-át teszik ki.
Minőség-ellenőrzési és vizsgálati módszerek
A nagy volumenű bélyegzési műveletek állandó minőségének fenntartása átfogó felügyeleti rendszereket és statisztikai folyamatszabályozást igényel.
Folyamat közbeni figyelés
A modern bélyegzősorok olyan érzékelőket tartalmaznak, amelyek érzékelik:
- Tonnatartalom ellenőrzése: A ±5%-ot meghaladó nyomóerő-eltérések automatikus leállítást váltanak ki, megelőzve a hibás alkatrészeket és a szerszám sérülését
- Alkatrész felismerés: A Vision rendszerek ellenőrzik az alkatrész meglétét és tájolását, kiküszöbölve a kettős ürességet és az adagolási hibákat
- Méretmérés: A lézeres mikrométerek 50-500 ciklusonként ±0,01 mm pontossággal ellenőrzik a kritikus jellemzőket
Statisztikai folyamatvezérlés
Az SPC technikák nyomon követik a folyamatképességet az idő múlásával. Az 1,67 vagy magasabb Cpk-célértékek biztosítják a kritikus jellemzőknél 1 PPM alatti hibaarányt. A vezérlőtáblák azonosítják a trendeket, mielőtt az alkatrészek túllépnék a specifikáció határait, lehetővé téve a proaktív szerszámbeállításokat.
Végső ellenőrzési eljárások
A kritikusságtól függően az alkatrészek mintavételi terveken mennek keresztül, az AQL 1.0-tól (640 PPM elfogadható) a nem kritikus jellemzők esetében a biztonság szempontjából kritikus alkatrészek 100%-ban automatizált ellenőrzéséig. A CMM-ellenőrzés 30-100 mérési pontot tartalmazó dimenziós jelentéseket biztosít az első cikkhez és az időszakos ellenőrzéshez.
A fémbélyegző technológia jövőbeli trendjei
A feltörekvő technológiák átalakítják a hagyományos bélyegzési műveleteket, javítva a hatékonyságot, a pontosságot és a rugalmasságot.
Szervóprés technológia
A szervohajtású prések programozható mozgásprofilokkal helyettesítik a hagyományos lendkerék-mechanikát. Ez lehetővé teszi a csúszási sebesség beállítása a löket során, 20-40%-kal csökkentve az alakítási időt miközben javítja az anyagáramlás szabályozását. A szervoprések is 30-50%-kal kevesebb energiát fogyasztanak, mint a mechanikus megfelelői.
Melegbélyegzés és melegformázás
Az anyagok sajtolás előtti 500-950°C-ra melegítése lehetővé teszi ultra-nagy szilárdságú acélok (1500 MPa) alakítását minimális visszarugózással. Ez a folyamat 30%-kal könnyebb autószerkezeti alkatrészeket hoz létre, miközben megőrzi az ütközési teljesítményt. A melegsajtoláshoz speciális szerszámok szükségesek integrált hűtőcsatornákkal az alkatrészek kioltásához az alakítás során.
Digitális iker és szimuláció
A fejlett FEA (Finite Element Analysis) szoftver szimulálja az anyagáramlást, előre jelezve a ráncokat, a szakadásokat és a visszafutást a fizikai szerszámok megépítése előtt. A digitális ikertechnológia 40-60%-kal csökkenti a próbaüzemi iterációkat, felgyorsítja a piacra kerülést, és projektenként 50 000-200 000 dollárral csökkenti a fejlesztési költségeket.
Mesterséges intelligencia integráció
Az AI-algoritmusok valós idejű érzékelőadatokat elemeznek a szerszámkopás előrejelzése, a présparaméterek optimalizálása és a minőségi eltérések észlelése érdekében. A korábbi gyártási adatokra kiképzett gépi tanulási modellek 15-25%-kal csökkenthetik a selejt arányát a korai anomáliák észlelése és az automatizált folyamatbeállítások révén.











