简体中文
简体中文
HÍR
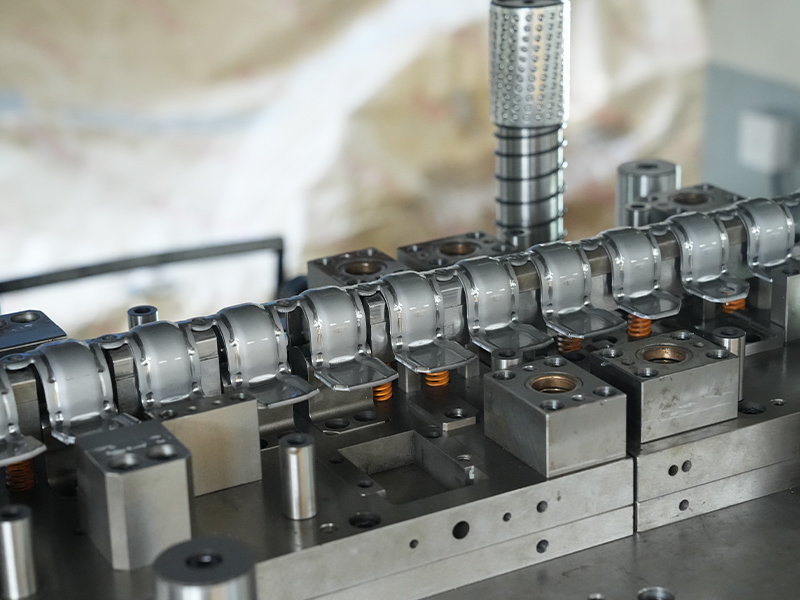
Otthon / Hír / Ipari hírek / Gyakorlati útmutató a rézbélyegző alkatrészekhez: tervezés, gyártás és minőségellenőrzés

A rozsdamentes acélból készült turbó tömítésünket nagy teljesítményű alkalmazásokra tervezzük turbófeltöltős motorokban, robusztus, megbízható pecsétet biztosítva a kipufogógázok szivárgásának mega...
Lásd a részleteket
A bélyegzett vas mágnesszelepház egy precíziós tervezett alkatrész, amelynek célja a mágnesszeleprendszerek behozatala és védelme. Fejlett fémbélyegzési folyamatok, például mély rajz, lyukasztás és...
Lásd a részleteket
Vas tömítésünk egy nagyteljesítményű tömítő megoldás, amelynek célja az ipari alkalmazások széles skáláján tartós és megbízható teljesítmény biztosítása. A kiváló minőségű vasanyagokból gyártott tö...
Lásd a részleteket
A bélyegzett vasszelep-maggyűjteményt bélyegzési technológiával gyártják, kiváló minőségű vas anyagból, pontosan formájú bélyegzéssel. Ezt az összetevőt széles körben használják különféle folyadékv...
Lásd a részleteket
A 65mn-es vas bélyegzett ülés-beállító lemez egy precíziós formájú fémbélyegző alkatrész, amely nagy szén-dioxid-széntartalmú acélból (65mn) készül, amely keménységéről, szakítószilárdságáról és ko...
Lásd a részleteket
A Iron Gear eljegyzési konzol egy robusztus, precíziós tervezett alkatrész, amelynek célja a fogaskerekek biztonságos és hatékony bevonásának biztosítása a különféle mechanikai rendszerekben. A kiv...
Lásd a részleteket
A vas alumínium csendes borítónk nagy teljesítményű, tartós megoldás, amelynek célja a zaj és a rezgés hatékony csökkentése az ipari és mechanikai alkalmazások széles skálájában. Kombinálva a vas e...
Lásd a részleteket
A réz vékonyfalú csapágy ketrecünk alapvető elem a precíziós csapágyakhoz való felhasználásra, tartósságot és hatékony teljesítményt kínálva a különféle ipari alkalmazásokban. A magas színvonalú ré...
Lásd a részleteket
A réz ezüst bevont vízszivattyú mágnesszelepcsapja egy nagy teljesítményű, precíziós tervezésű alkatrész, amelyet a vízszivattyú mágnesszelepek funkcionalitására terveztek. A kiváló minőségű réz és...
Lásd a részleteket
A bélyegzett réz ezüstözött új energiaköltőhalom dugó egy nagyteljesítményű csatlakozó, amelyet kifejezetten az új energiaellátó járművek töltőállomásokhoz terveztek. Kiváló minőségű réz anyagból k...
Lásd a részleteket
A tiszta cinklemez-lengéscsillapító nagy teljesítményű, tartós megoldás, amelynek célja a különféle gépek és berendezések funkcionalitásának és hosszú élettartamának javítása. A tiszta cink anyagbó...
Lásd a részleteket
A horganyzott lemezmotoros házunk robusztus védelmet és hosszú élettartamot kínál a különféle iparágakban használt elektromos motorok széles skálájához. A kiváló minőségű horganyzott acélból készül...
Lásd a részleteketKapcsolattartási részletek
Address: No.
TEL: 86-15050692548
Ha érdekli termékeink, kérjük, olvassa el velünk